智能科技有限公司")
选择性波峰焊产线配置组成
作者:
2022-11-10 09:49
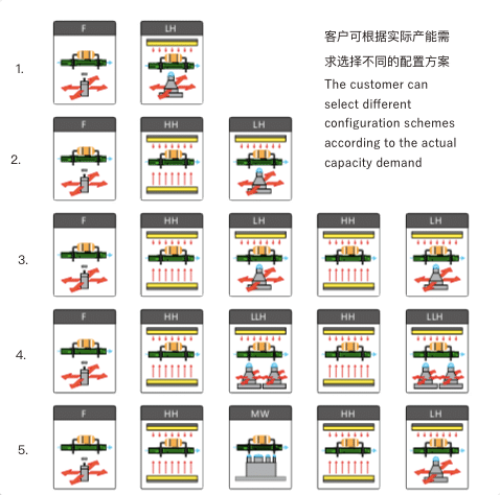
选择性波峰焊产线配置组成分很多类,本文以模组的概念说明选择性波峰焊产线配置。标准的波峰焊焊接之外,所有其他类型的机器焊接,有多种不同类型的助焊剂、预热和焊接方法。这里我们介绍一下:
选择焊类型
助焊剂涂布技术有两种助焊剂涂布技术:喷涂助焊剂和滴涂助焊剂。
1.喷涂助焊剂的速度通常比较快,这种方法在组装行业已经使用多年了,可以用来涂布比较多的助焊剂。喷涂方法的缺点是:助焊剂的残留物比较多,机器需要进行比较频繁的维护,可能需要比较频繁地更换磨损的部件。
2.滴涂助焊剂更精确,可以更好地填充孔洞,助焊剂残留物也很少,而且滴涂机器一般也不需要维护。不过,这种设备的成本比较高,运行速度有点慢,程序编写更复杂。
预热技术预热的目的是要尽可能减少在焊接前的热冲击。预热系统既可以和选择焊机器集成在一起,也可以作为选择焊机器的选配模块来提供预热,详细分为:
1.快速红外加热技术、
2.局部红外加热技术
3.局部石英晶体谐振加热技术
以上预热方法都是可行的技术,而且可以在电路板的底部和顶部使用。局部石英谐振加热技术一般适用于厚的电路板。红外加热技术的特点是反应速度快,可以控制温度梯度,虽然一些热对流方式产生的温度梯度比较小,但可以更均匀地传递热量。把二者结合起来可以用于高热质量的应用。
焊接技术常见的焊接技术有三类:
1.喷焊锡波,
2.可润湿的喷嘴,
3.混合型(微型波喷嘴和滴涂相结合)。
喷焊锡波类似波峰焊,直接喷出焊锡波,它的优点也和波峰焊一样。它的最小焊接直径是4毫米,它对维护方面的要求非常低,而且成本也相当低廉。
可润湿喷嘴可以从360°的所有方向焊接,或者沿着X轴或Y轴方向焊接。可以很容易地控制焊锡波的高度,而且它的最小焊接直径是3毫米。它的成本要比喷焊锡波喷嘴高,而且需要进行日常维护。
具体怎么选择选择性波峰焊产线配置组成,还是要视具体生产工艺和环境的要求。








